1. Introduction
Line balancing means the work element to be allocated equally in many work stations also to balance a line for better productivity. Assembly line balancing is now become the most challenging task in today’s industrial world for many industrial engineers. The main problem which is faced while balancing an assembly line is to be able to assign a set of tasks or works to particular workstations so that precedence relationship is satisfied also desired performance is obtained [1] . The production line is usually balanced for obtaining a better-balanced layout which will not only increase line efficiency but also improve productivity. The balanced layout is necessary for any manufacturing company for measuring its utility through simulation software [2] . So, for achieving Just in Time (JIT) in manufacturing system it is essential to build a balanced line. Unequal workload in workstations of a sewing line or production line in an industry will not only increase Work-in-Process but also waiting time. Thus, both production cycle time and cost are increased. So, Industrial Engineers are now worried about balancing the lines by appointing the workloads to workstations as equally as possible [3] . Our main focus is on balancing the line and layout modification. Manufacturing firms need to improve its overall efficiency to cope with the increasing demand of products to fulfill all demand across the world [4] . Erlendsson, J. et al. (2006) have mentioned that Productivity means a relation between outputs and inputs. It should be viewed as value adding in addition to optimizing. Examples are innovation, cost, quality and delivery. Productivity analysis is important for dealing for potential productivity improvement projects based on statistical data. Some core areas of delays are also involved in the analysis. Many industries try to solving ALB problems using different logics, techniques. Bottlenecks, excessive and inefficient workers are the main causes which lead to low productivity. So, line balancing presents a significant way to reduce workers, idle time, reduce work in process, increase productivity etc. For achieving desired productivity production line must be designed readily and new layout needs to be implemented to obtain the line efficiency and productivity difference between new layout and current layout. For achieving this, the workers have to be multi-skilled and trained to do large variety of works. The needs of improving the current system lead to this study. So, main purposes of this study are to perform work study on the manual operators’ activities, to establish standard time for manual process, to determine the current operator’s utilization, to make recommendations to achieve efficient manpower planning, to test the feasibility of layout by computer simulation and to improve productivity and efficiency of existing layout by implementing new layout.
So, the main objectives of our research are 1) to establish a standard time for the manual process, 2) to increase working time and reduce idle time, 3) to increase line efficiency, and 4) to test the feasibility of layout by computer simulation. This paper is organized into 5 sections, Section-1 cover introduction, Section-2 literature review, Section-3 methodology, Section-4 case study, and Section-5 cover conclusion and all of these are described below.
2. Literature Review
Most of all industries typically follow the ancient assembly line flow of production. Various sub-assembly processes are used for the assembly of product parts. Chan et al. (1998) have stated that the entire assembly process is a set of workstations where specific work is carried out in a particular sequence, with minimum number of employees and thousand types of sub-assemblies producing different styles. Cooklin et al. (1991) have stated that the process components along with the production process are considered as the major labor-intensive part of manufacturing [5] . Helgeson et al. were the first to propose the assembly line balancing problem (ALBP) and was the first to explain the problem in its mathematical form. One main challenge concerning the development of an Assembly Line is to arrange the task to be performed. During the first forty years of the Assembly Line invention, only trial and errors were used to balance the line [4] . In cell all processes are need to set according to product specification. All workloads need to level across all processes in a cell. Bottlenecks, excess capacity can be improved [6] . Assembly Line Balancing or simply Line Balancing is the problem of allocating operations in such a way that the assignment to be optimal in some sense. Line Balancing has been an optimization problem of significant industrial importance. The first article was published by Salveson et al. (1955) where he used integer programming model [7] . In the line balancing problems, the elements of task is to distribute the tasks to workstations such that a certain objective (number of workstations, idle time production rate etc.) is optimized and precedence constraints is not violated. The workstation time must not exceed the given cycle time. The processing time of tasks are also given. The cycle time of an assembly line is predetermined by a desired production rate [8] . Grzechca et al. (2011) have mentioned that the cycle time of an assembly line is predetermined by a desired production rate in a way that the desired amount of end product is produced. In this regard, one of the main issues is how to arrange the tasks in the production line to be performed. An effective way to achieve this goal is to balance the assembly lines [9] . Although there are quite a lot of heuristic methods, some basic ones are: Ranked positional weight method (Helgeson-Birnie), enumeration method (Jackson), Hoffman method, Moddie-Young method, COMSOAL method (Arcus), dynamic programming method, Kilbridge-Wester method, candidate matrix method (Salveson), probabilistic assembly line balancing method (Elsayed-Boucher), grouping method (Tonge), shortest path method (Klein-Gutjahr), Raouf-Tsui-Elsayed method, related activity method (Agrawal), and basic heuristic method [10] . Becker & Scholl et al. (2006) have stated that assembly lines configurations for single and multiple products are divided by three types, single-model, mixed-model and multi-model. Single-model assembles only one product, and mixed-model assembles multiple products, whereas a multi-model produces a sequence of batches with intermediate setup operations [8] . Hop used an old logic that is fuzzy logic for solving line balancing problem like mixed model problems. By using fuzzy logic cycle time as well as processing time can be reduced. For solving line balancing problem like ALBP this technique shows outstanding performance [11] . Like fuzzy logic various technique can be used for solving line balancing problem. Algorithms also can be used for line balancing problem. Such algorithms are Neutral Networks, Ant Colony Optimization, and Genetic Algorithm (GA). But among these GA is best for solving [12] . This paper focuses on single model line balancing problem with real application in garment manufacturing industry. Naresh stated that, as sewing department involves manual labor, the process often resulted in a high cycle time and low productivity. There are lots of different operations done manually and sewing operations needs high skill as well as quality work [13] . Since sewing process is related to manual labor, without material costs, the cost structure of the sewing process is also important. Tyler et al. (1991) have stated that sewing process is of critical importance and needs to be planned more carefully [14] . Each operator is needed to carry workloads properly thus asynchronous flow is gained throughout the entire production line.
3. Methodology
The whole process of study work can be explained by the following flowchart:
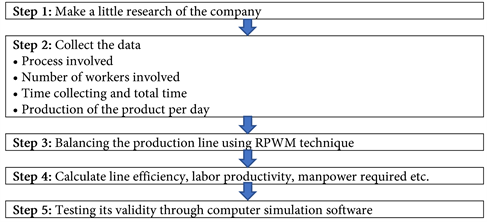
In order to obtain the objectives and goal of the article, a methodology flow chart has been planned and designed. The main purpose to do the methodology flowchart is to be a guideline and direction to make sure the article run smoothly and successfully. In this paper for balancing the production line RPWM (Ranked Position Weight Method) is used. The research study area is sewing section of VIP Industries Bangladesh Private Limited and Production line no. 5 was selected. All relevant data was collected from this line. From the production line 2the collected data are total work element, the time required for each individual work element, the individual work element production rate, the target production rate, the total no of operator required to meet the demand. All these data are illustrated in Table 1. Then, balancing the line using Ranked Positional Weight Method (RPWM) of line balancing technique and makes a line layout according to this. After this, line efficiency, labor productivity, manpower required, working time and idle time ware calculated. Finally, testing feasibility of this layout using Tecnomatix simulation software.
4. Case Study
Production line-5 of VIP Industries Bangladesh Private Ltd is selected for collecting
data. Table 1 Represent the production data. The line consists of 27 number of workstations. Also, man power whom was involved in line-5. Individual capacity of each process was also presented in this table for the same line. This whole data is of production line-5.
4.1. Production Line Balancing
We used RPW method of line balancing technique for balancing the production line. According to this method work element are assigned to different workstations by their RPW value. Largest RPW value at of the list. Table 2 shows the RPW of each element and arranging the work element according to largest RPW value.
Table 3 shows the workstations that cluster according to RPWM technique of line balancing. The work element of production line 2 of VIP BAG Industries is clustered here. Table 3 is given bellow.
4.2. Simulation Model of Existing Line and Simulation Results
A simulation model is developed using Tecnomatix simulation software according to the collected data. Figure 1 shows the simulation model before balancing
![]()
Table 2. List of work element rank according to RPWM.
![]()
Table 3. Work element assign to station according to RPW.
the production line 2 of VIP BAG Industries. This line layout is developed from current layout from line-5. Figure 2 shows the balanced line layout of the production line.
Current non-balanced data (through-put) are shown in Figure 3 by using tecnomatix simulation software. Figure 4 represent the through-put per day after balancing the production line. These figures are given below.
4.3. Analysis and Comparison of Balanced and Non-Balanced Production Line
Labor productivity, line efficiency, working time is increased and idle is decreased. Figure 5 shows the labor productivity and line efficiency before and after
![]()
Figure 1. Simulation model of the layout before balancing the line.
![]()
Figure 2. Simulation model of balanced line.
balancing the line, Figure 6 shows the percentage of working hour of each workstation before balancing the line and Figure 7 shows the percentage of working time After balancing the production line the number of produced products
![]()
Figure 3. Throughput per day before balancing the line.
![]()
Figure 4. Result of the balanced simulation line.
![]()
Figure 5. Line efficiency and labor productivity of this line before and after balancing it.
![]()
Figure 6. Percentage of time distribution in before balancing the line.
![]()
Figure 7. Percentage of time distribution of the balanced production line.
from 350 to 384 again after balancing the production line obtain from Tecnomatix simulation software.
5. Conclusion
Nowadays, industrial sectors are becoming so competitive because of globalization. Again, customer requirements differ from time to time. It’s difficult to survive in such a situation for an industry without making a flexible and improved production layout. For, surviving with the other industries in such situation an industry needs to deliver or make the product available in the market at the right time with sufficient quantity. For making a product available in the market with sufficient quantity, an industry needs to focus on production line efficiency like daily production target, manpower needed, labor productivity, etc. In this paper, an ordinary bag producing industry’s production line was studied. They produce products without taking consideration of line balancing technique. As a result, they recruit manpower more than they needed again they can’t meet the daily production target from this line. Finally, labor productivity, line efficiency, and working hour of the production line have increased significantly after balancing the assembly line which initially offered very low. The number of throughputs per day also increased and it meets the target quantity. The idle hour of the assembly line also reduced. Finally, the simulation model ensured that these results are feasible. This assembly line further optimized through time sharing and using buffer inventory.