Microstructure, Corrosion, and Fatigue Properties of Alumina-Titania Nanostructured Coatings ()
1. Introduction
The plasma-sprayed Al2O3 coatings have been extensively used in many applications due to their thermal, chemical and mechanical stability. The Al2O3 phase is characterised by the highest chemical resistance among all oxides, good heat and electric insulations, high hardness and wear resistance, etc [1].
Plasma sprayed Al2O3–TiO2 (AT-13) coating is one of the most important coatings for many industrial applications [1-6]. It provides a dense and hard surface coating which is resistant to abrasion, corrosion, cavitation, oxidation and erosion. AT-13 has been used for wear resistance, electrical insulation, thermal barrier applications etc. several researchers reported that the Al2O3– TiO2 coating containing 13 wt% of TiO2 showed the most excellent wear resistance among the Al2O3–TiO2 ones [2-6].
Nanostructured materials are one of the highest profile classes of materials in science and engineering today, and will continue to be well into the future. Development of nanostructured ceramic coatings has become an important research area mainly due their interesting chemical, physical, and mechanical properties. For example, nanostructured AT-13 ceramic coatings show much higher wear resistance than conventional AT-13 coatings [3-7].
Fatigue and corrosion resistance are important properties for many coatings selected for critical applications. Plasma-sprayed Al2O3 coatings are often used in corrosion-resistant applications [8,9]. Because of their lamellar structure, ceramic coatings usually are characterized by a relatively high open porosity and incomplete bonding between lamellae, which are detrimental when the coatings have to perform in an aggressive environment. The porosity allows a path for electrolytes from the outer surface to the substrate [10,11].
It is widely recognized that thermal spray coatings can significantly influence the fatigue strength of coated components [12-14].
This paper presents the findings of a research on the microstructure, fatigue and corrosion behavior of thermally sprayed nanostructured and conventional AT-13 titania coatings.
2. Experimental Procedure
2.1. Feedstock Powders
Nanostructured (2613S) and conventional (ALO187) AT- 13 feedstock powders employed in this study obtained from Inframat Corp. (Farmington, CT, USA) & Praxair, Indiana, USA. The morphologies of both AT-13 powders are shown in Figure 1. The nanostructured was agglomerated, spherical nanoparticles with high flowability and an average diameter of 30 µm. The conventional powder exhibited an angular and irregular morphology with size between 10 and 45 µm. Coatings were deposited using a Sulzer-Metco 9MB plasma torch under atmospheric conditions. Stainless steel cylindrical coupons were used as substrates. The typical spraying parameters for both conventional and nanostructured coatings are summarized in Table 1.
 (a)
(a) (b)
(b)
Figure 1. Morphologies of the AT-13 powders: (a) conventional; (b) nanostructured.

Table 1. Summary of the plasma spraying parameters.
2.2. Characterization of Coatings
The phase compositions of the as sprayed coatings were determined by X-ray diffraction (XRD) using a Philips X-ray diffractometer (Philips APD 3520). The microstructure of the as-sprayed coatings was examined by a LEO field emission scanning electron microscopy (SEM).
The microhardness measurements were conducted on the cross section of the as-sprayed coatings using Vickers Indentor. Microhardness values of the coatings were measured by digital hardness tester with load of 300 g on the cross-section of the polished samples.
2.3. Electrochemical Testing
2.3.1. Electrochemical Impedance
EIS technique was used to evaluate the electrochemical behaviour of the coated samples in 3.5% NaCl solution open to air and at room temperature for up to three weeks. A three-electrode set-up was used with impedance spectra being recorded at the corrosion potential Ecorr. A saturated calomel electrode (SCE) was used as the reference electrode. It was coupled capacitively to a Pt wire to reduce the phase shift at high frequencies. EIS was performed between 0.01 Hz and 65 kHz frequency range using a frequency response analyzer, FRA, (Autolab PGSTAT30, Eco-Chemie, The Netherlands). The amplitude of the sinusoidal voltage signal was 10mV.
2.3.2. Polarization Measurements
Linear polarization measurements were performed for the samples previously immersed for 30 minutes in 3.5% NaCl solution using Autolab PGSTAT30, Eco-Chemie, system. The scan rate was 0.05 mV/sec and the scan range was +/–20 mV with respect to the open circuit potential. The exposed surface area was 4 cm2. All curves were normalized to 1 cm2
2.4. Fatigue Testing
Rotating-beam fatigue testing was conducted on coated AISI low-carbon steel. The fatigue-testing machine is an RBF-200, rotating beam fatigue machine (Fatigue Dynamics Inc., Walled Lake, MI). The test specimen used in the fatigue testing was a 12.7 mm (1/2-inch) hourglass bar prepared according to ASTM E466 [15]. The nominal coating thickness was 100 mm (0.004 inches). The fatigue experiments were conducted at room temperature under a rotating beam fatigue and stress ratio of R = –1 configuration at a load frequency of 50 Hz. The surface of the specimen was prepared for coating by grit blasting with # 24 alumina, and no grinding was performed so as to not alter the surface roughness of the coatings. Fatigue life data generated in the fatigue tests were analyzed to determine the relationship between number of cycles to failure, N and probability of failure, Pf, for the samples tested.
3. Results and Discussion
3.1. Phase Composition of the Coatings
The XRD analysis of the AT-13 powders was confirmed in several previous studies [2-6] that both powders are prominently a-Al2O3 Rutile phase of TiO2. The XRD analysis of the conventional and nanostructured coatings are shown in Figures 2(a) and (b). The XRD patterns of the coatings show that most of a-alumina in the nanostructured powder converted into g-Al2O3 after plasma spraying process, which was similar to that in the conventionally commercial powder. It is well established that g-Al2O3 tends to be nucleated from the melt in preference to a-Al2O3 due to the higher cooling rate [4]. It can be seen from Figure 2 that both nanostructured and conventional coatings mostly contained the g-Al2O3 phase.
3.2. Microstructure of Coatings
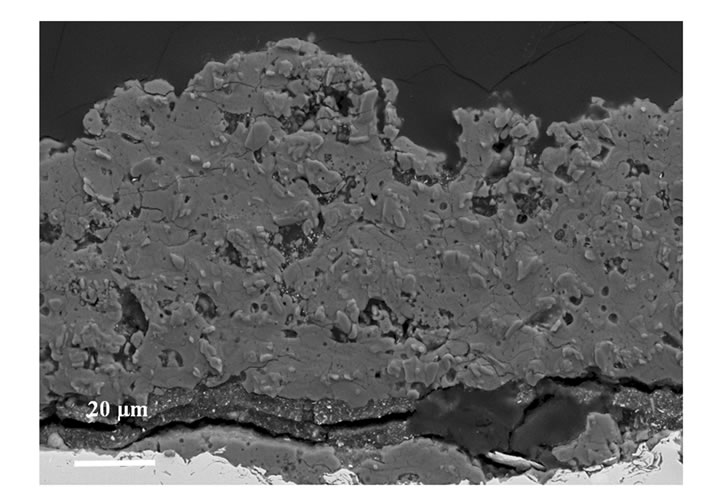
The cross-sectional morphologies of the plasma sprayed coatings are shown in Figure 3. From the cross-sectional microstructures, it can be seen that both coatings consist of the lamella built up from the molten droplets impinging on the substrate. In case of the nanostructured coating, the interface between the steel substrate and the coating appears much stronger than that of the conventional coating. The “conventional” coating (Figure 3(a)) has a layered microstructure, typical of plasma sprayed coatings,

Figure 2. X-ray diffraction of the AT-13 sprayed coatings: (a) conventional coating; (b) nanostructured coating.
which is the result of full melting (FM) of the ceramic feedstock powder and its solidification as “splats” on the substrate. The FM regions in the conventional coating consist of nanocrystalline g-Al2O3 [1,17-20]. In all the coatings, some pores are observed, and splat boundaries are not clearly visible. A considerable amount (~16%) of partially melted regions (PM) is observed in the nanostructured coating (Figure 3(b)).
An SEM micrograph of the nanostructured coating is shown in Figure 3(b). This coating shows a bimodal microstructure composed of the two regions where nanopowders were fully (FM) and partially melted (PM). The partially melted region was formed when TiO2 was selectively melted because the temperature of nanopowders was not high enough during spray coating [2]. The partially melted (PM) rounded feature appears to consist of grains surrounded by a matrix phase, something similar to microstructures of liquid-phase sintered materials [6].
 (a)
(a) (b)
(b)
Figure 3. Cross-sectional morphologies of the as-sprayed AT-13 coatings: (a) conventional; (b) nanostructured.
Figure 4 shows a high-magnification SEM image of the partially-melted (PM) region in the nanostructured coating. The partially-molten (PM) microstructural features consists mainly of submicron a-Al2O3 fine equiaxed grains surrounded by a TiO2-rich amorphous phase.