Comparative Study of Chemically and Mechanically Activated Clay Pozzolana ()
Replacing Portland cement with high volumes of mineral admixtures such as pozzolanas has received attention as a possible solution to the environmental challenges posed by cement manufacture [5]. Pozzolanas are materials which in themselves are non-cementitious but will react with lime at ambient temperature in the presence of moisture to form stable cementitious compounds [6]. The production and use of blended cements incorporating up to 30% of pozzolana are promulgated in many national and international standards [7-11]. One area of research being carried out worldwide is geared towards the activation of pozzolanas notably fly ash to pave the way for incorporation of higher volumes in the manufacture of blended cements [12-14]. Methods employed to activate pozzolanas include thermal [15-17]; the use of chemicals such as alkalis and sulphates to break the glassy surface silane chain [18-21] and mechanical methods—usually by the use of prolonged or fine grinding to the micrometer scale [22-24].
Research into clay pozzolanas in Ghana indicates that by replacing approximately 30% by mass of ordinary Portland cement with burnt clay pozzolana through intimate mixing, Portland pozzolana cement (PPC) with compressive strength values good for both load-bearing and non-load bearing structural applications could be produced [25,26]. This paper presents some properties of blended cement incorporating higher volumes of mechanically and chemically activated burnt clay pozzolana.
2. Materials and Methods
Calcined clay pozzolana, produced from a clay deposit located at Mankranso in Ghana was used for the research. Figure 1 shows a PHILLIPS PW 1830 XRD image of a sample of the clay. The main clay minerals identified in the clay are kaolinite and chlorite with other rock forming minerals such as quartz and goethite. Ordinary Portland cement (OPC) of class 42.5 N, meeting EN 197-1 standards, manufactured by Ghana Cement Company Limited (GHACEM)—a subsidiary of Heidelberg Cement Group was used for the research. Pit sand commonly used for construction was used as fine aggregate for making the mortar cubes. Figure 2 shows the block diagram for the production of the activated pozzolanas.
2.1. Activation of Pozzolana
The fired nodules were first crushed with a hammer mill to an average particle size of 80% passing a 100 µm sieve and divided into three portions. One portion was reserved as the hammer mill product. The second portion of the crushed pozzolana was milled in a 1 m long, 30 cm inner diameter ball mill. Samples were taken after every 6 h and analyzed for significant change in the fineness as

Figure 1. X-ray diffraction image of clay sample.

Figure 2. Block diagram of activated pozzolana production.
determined by hydrometer sedimentation methods in BS 1377 [27]. This was continued for 24 h. The product of the 24 h ball milled pozzolana was further divided into two: one part was reserved for chemical activation and the other part received further ball milling until agglomeration was observed. 1% - 4% (by mass of total cement) of reagent grade Na2SO4 was added to the mixing water to achieve chemical activation. The third portion of crushed pozzolana was milled in a Raymond type ringroll mill and the particle size distribution also determined
2.2. Chemical and Physical Evaluation
Determination of the main chemical constituents of the pozzolana was done using a SpectroXlab 2000 X-Ray Fluorescence spectrophotometer. Blaine specific surface areas of the milled pozzolana samples were determined according to the method of ASTM C 204 [28]. Compressive strengths of the blended cements containing 30%, 35% and 40% of the pozzolanas were performed based on EN 196-1 [29]. The insoluble residue content of pastes determinations were based on EN 196-2 [30] whilst the setting times and standard consistencies of pastes were determined according to methods in EN 196-3 [31].The surface structure of the pozzolana powder and hydrated paste samples was studied with an Olympus BX 41 TF optical microscope and a JSM-1600 LV backscattered scanning electron microscope respectively.
3. Results and Discussion
3.1. Chemical Composition
Table 1 shows the chemical composition of the pozzolana sample and OPC. The SiO2 content of the pozzolana exceeded the minimum limit of 25.0% as prescribed by EN 197-1. The sum of SiO2, Al2O3 and Fe2O3 also exceeded the minimum of 70% prescribed by ASTM C 618 for the pozzolana samples. Thus the material was chemically suitable as a pozzolana. The loss on ignition was also below the maximum limit of 5.0% required of pozzolanas as specified in EN 197-1. The OPC used had a loss on ignition of 2.58% which also satisfied the maximum 3.5% allowed by EN 197-1.
3.2. Particle Size Classification
Figures 3 and 4 show microscopic images of 36 h ball milled and roll milled pozzolana samples respectively. Rosin-Rammler distribution plots of the pozzolana samples for the various degrees and types of milling are shown in Figure 5. Most pozzolana particles were iregularly shaped after prolonged milling of 36 h and even by roll milling with high surface areas. There appeared to be some level of aggregation of the roll milled product. The irregular shapes and high surface areas would con-

Figure 3. Optical microscope observation of 36 h ball milled pozzolana particles (×40 magnification).

Figure 4. Optical microscope observation of roll milled pozzolana particles (×40 magnification).

Table 1. Chemical composition of pozzolana and OPC.

Figure 5. Rosin-Rammler distribution plot of mechanically activated pozzolana.
tribute to high reactivity of the roll milled as well as the 36 h ball milled products with OPC.
A Blaine index of 1025 m2/kg was achieved after 36 h ball milling. Agglomeration in the ball mill reduced the specific surface area and increased the characteristic particle size from 12 µm to 38 µm after 42 h of ball milling. Roll milling proved to be the most efficient means of size reduction, producing a characteristic particle size of 10 µm and a specific surface area determined by the Blaine method of 1123 m2/kg. Hammer milling produced a specific surface area of 349 m2/kg as determined by the Blaine method.
3.3. Compressive Strengths
Figures 6-11 show the compressive strength development for the mechanically and chemically activated pozzolana cement mortar cubes at ages 2 to 90 days.
The compressive strength of the mechanically activated pozzolana cement mortar cubes increased faster after 28 days curing than that of OPC at all cement replacement levels, even though mortar cubes incorporating pozzolana were weaker. Increased fineness of the pozzolanas increased the compressive strength at all replacement levels. The highest compressive strengths at all test ages of the mechanically activated pozzolana cements were obtained by the roll milled pozzolana, followed closely by the 36 h ball milled pozzolana. The least strengths were obtained with hammer milling. Except for hammer milling, all the samples satisfied the EN 197-1 2-day compressive strength requirement of minimum 10 MPa and the 7-day compressive strength requirement of 16 MPa at all cement replacement levels tested.
Generally, compressive strengths of the chemically activated pozzolana cement mortars increased with in-

Figure 6. Compressive strength development of 30% mechanically activated pozzolana cement mortar cubes.

Figure 7. Compressive strength development of 30% Na2SO4- activated pozzolana cement mortar cubes.
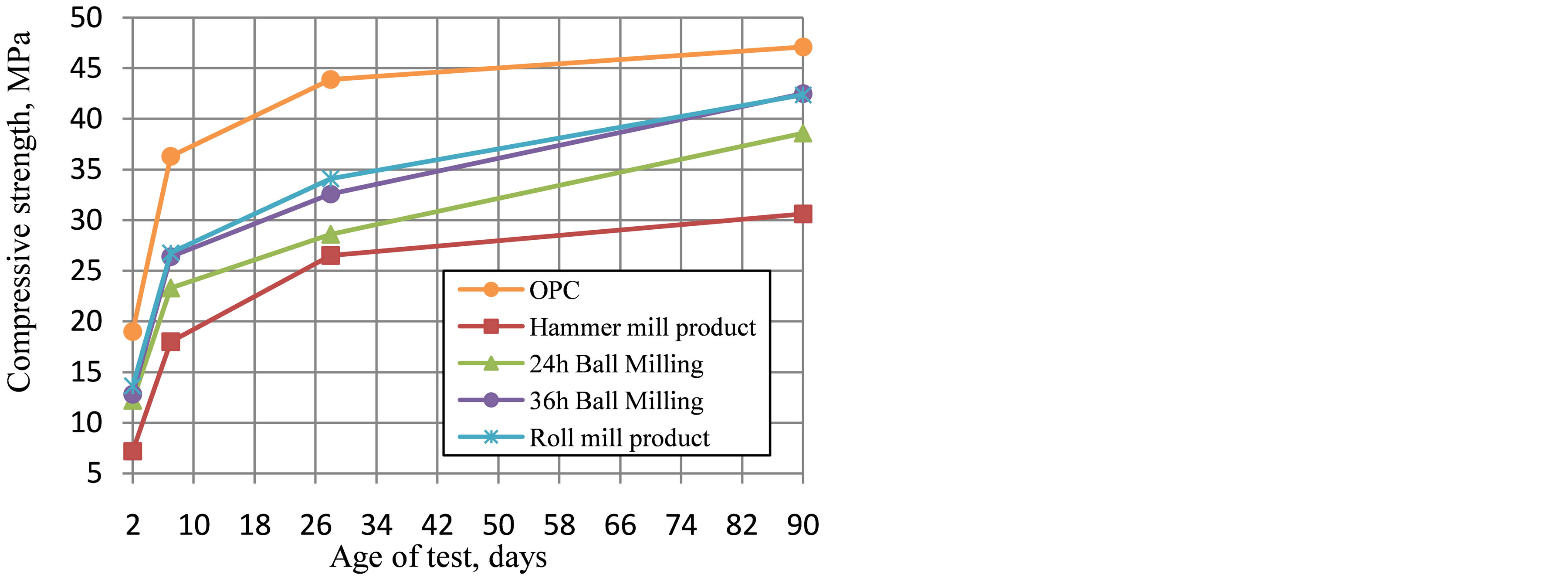
Figure 8. Compressive strength development of 35% mechanically activated pozzolana cement mortar cubes.
creasing Na2SO4 concentration. The highest compressive strengths at all test ages for the chemically activated pozzolana cement mortars were obtained at 4% Na2SO4 concentration. Compressive strengths of the chemically activated pozzolana cement mortar cubes were higher than strengths of OPC at 2 days for Na2SO4 concentra-

Figure 9. Compressive strength development of 35% Na2SO4- activated pozzolana cement mortar cubes.

Figure 10. Compressive strength development of 40% mechanically activated pozzolana cement mortar cubes.

Figure 11. Compressive strength development of 40% Na2SO4- activated pozzolana cement mortar cubes.
tions of 2% - 4% except at 40% cement replacement and passed the EN 197-1 standard of 10 MPa. However, lower compressive strengths were obtained compared to those of OPC for all sulphate concentrations tested at 7 days. Nevertheless, the EN 197-1 standard of 16 MPa was satisfied. The ASTM C 595 minimum requirement of 24.1 MPa was also satisfied for all concentrations of Na2SO4 tested.
At 28 days, compressive strength of all activated pozzolana cement samples (both chemically and mechanically) satisfied EN 197-1 at 30% pozzolana content. Pozzolana cement mortar cubes activated with 3% - 4% sulphate developed higher compressive strengths than OPC at 35% pozzolana content. At 40% pozzolana content, compressive strengths of the chemically activated pozzolanas were however lower than that of OPC. The ASTM C 595 requirement was satisfied at all replacement levels and sulphate concentrations.
The roll milled mechanically activated pozzolana cement mortar satisfied the EN 197-1 standard up to 35% pozzolana content. The ASTM C 595 standard requirement on the other hand was satisfied by the mechanically activated pozzolana cement mortars at all replacement levels. 90-day compressive strengths attained satisfied the requirement of EN 197-1 up to 35% pozzolana content for the roll milled and 36 h ball milled samples. Table 2 shows the compressive strength differences between the pozzolana cement mortars chemically activated with 4% Na2SO4 (C) and the roll-milled mechanically activated (M) pozzolana cement mortar cubes for the different ages of test.
At equal ages of testing, higher early age compressive strengths were obtained by the chemically activated pozzolana cement mortar cubes than the mechanically activated pozzolana cement mortar cubes for all cement replacement levels tested. Compressive strength differences generally reduced as the curing period increased from 2 - 90 days. Early age strength differences (2 and 7 days) increased as pozzolana content increased. The 28 and 90 days compressive strength differences however decreased as pozzolana content increased.
The Rosin-Rammler distribution plots (Figure 5) show that the 24 hours ball milled pozzolana had about 50% material with particle size ≤ 11 µm. The presence of such large quantities of fine pozzolana particles contributed to the high 2 days compressive strength of the chemically activated pozzolana cement mortar cubes. At 2 days, the compressive strengths of the pozzolana cement activated with 2% - 4% Na2SO4 were higher than the strength attained by OPC except at 40% pozzolana content. As early as 2 days, Figure 12 shows a pozzolana particle being attacked by what is probably NaOH formed by reaction of Na2SO4 and Ca(OH)2. This highly basic environment will force the fine pozzolana particles into solution leading to the formation of afwillite and influencing higher early age strengths.
At 7 days most of the fine pozzolana particles had reacted leading to a sharp slump in the insoluble residue content (as shown in Figures 13-15) of the pozzolana cement paste and thus the lower compressive strengths compared to those of OPC.
The bulk of the insoluble residue content of the pozzolana cement paste is attributed to the pozzolana content of the paste since the insoluble residue of the Portland

Table 2. Compressive strengths of 4% Na2SO4 activated (C) and roll milled mechanically activated (M) pozzolana cement mortar cubes.
Figure 12. SEM image of 4% Na2SO4 activated pozzolana cement paste containing 30% pozzolana at 2 days.

Figure 13. Insoluble residue in HCl of 30% chemically activated pozzolana cement paste.

Figure 14. Insoluble residue in HCl of 35% chemically activated pozzolana cement paste.

Figure 15. Insoluble residue in HCl of 40% chemically activated pozzolana cement paste.
cement was less than 3%. As pozzolana content increases, the insoluble residue decreases between 2 and 7 days (evidenced by an increase in range). A very sharp decrease in insoluble residue of the pozzolana-cement mixture is also observed between 2 days and 7 days of curing. This sharp decrease in insoluble residue content is attributed to the fine particles reacting with Ca(OH)2 in basic environment to form cementitious compounds. This improves on the strength of the alkali activated pozzolana cement as compared to the mechanically activated pozzolana cement. After 7 days curing, most of the fine pozzolana particles had reacted, causing a reduction in the reaction rate in the presence of alkali as evidenced in the flattening in the slopes of the insoluble residue curves and hence a decrease in the strength differences after 28 days as pozzolana content increased from 30% - 40%.
3.4. Standard Consistence and Setting Times
The standard consistence of the mechanically activated pozzolana cement is shown in Figure 16 whilst the initial and final setting times are shown in Figures 17 and 18. Data for the standard consistence and setting times of the chemically activated pozzolana cement are presented in Table 3.
Both the chemically and mechanically activated pozzolana cements required higher water content than OPC

Table 3. Water demand and setting times of pozzolana cement paste activated with Na2SO4.

Figure 16. Standard consistence of mechanically activated pozzolana.

Figure 17. Initial setting time of mechanically activated pozzolana.
to form a workable paste. Standard consistence increased with increased pozzolana content for both types of activation. Similarly, standard consistence of the mechanically activated pozzolana increased as fineness increased. Increasing activator content however had no effect on standard consistence up to 4% concentration. Chemically activated pozzolana cement pastes had lower standard consistence compared to the mechanically activated

Figure 18. Final setting time of mechanically activated pozzolana.
pozzolana cement pastes at the same pozzolana content. The highest standard consistence, obtained for cement paste containing 40% roll milled pozzolana was 56% which was 27.8% higher than the OPC standard consistence.
3.4.1. Initial Setting Time
Initial setting time decreased with increasing fineness for the mechanically activated pozzolana cement and increasing activator concentration for the chemically activated pozzolana cement. In both cases of activation, initial setting times decreased as pozzolana content in the paste increased. The 36 h ball milled as well as the roll milled mechanically activated pozzolana cements failed to satisfy the EN 197-1 minimum standard at all pozzolana content up to 40%. However they complied with the ASTM C 595 minimum standard of 45 min for pozzolana contents up to 40%. The chemically activated pozzolana cement however complied with both EN 197-1 and ASTM C 595 standards for all pozzolana contents tested. The lower initial setting times at high fineness and higher activator concentrations indicate enhanced reactivity of the activated pozzolana cements upon hydration.
3.4.2. Final Setting Time
Final setting times of the activated pozzolana cements satisfied both the EN 197-1 and ASTM C 595 standard requirements of 600 min and 420 min respectively. As with the initial setting times, final setting times of the chemically activated pozzolana cement pastes decreased as Na2SO4 concentration increased from 1% - 4%. Figure 18 also shows that the mechanically activated pozzolana cements attained final sets faster as fineness increased and as pozzolana content increased up to 40%. The final setting times of both chemically and mechanically activated pastes were mostly lower than that obtained for OPC.
4. Conclusions
The clay pozzolana samples used for this work contained adequate amounts of reactive silica and alumina, obtaining silica content above the minimum limit of 25% as required by EN 197-1. The sum of the SiO2, Al2O3 and Fe2O3 content of the pozzolana was above the ASTM C 618 minimum standard of 70%. Activation of the pozzolana sample was achieved by the addition of between 2% - 4% Na2SO4; by roll milling and after 36 h of ball milling beyond which agglomeration prevented activation. The minimum concentration of Na2SO4 for chemical activation was 2%. Roll milling with classification offered the most effective means of mechanical activation of the pozzolanas. Particle sizes attained by roll milling and ball milling were typically in the micrometer range with a characteristic particle size of 9 µm after roll milling. Standard consistency of the activated pozzolanas progressively increased with increasing pozzolana content. The water demand of the pozzolana cement remained unchanged at all Na2SO4 concentration levels. Increasing fineness and Na2SO4 concentration resulted in decrease in both initial and final setting times.The setting times and standard consistencies of the pozzolana cement samples were all within acceptable limits per EN 197-1 and ASTM C 595 standards.
Compressive strengths (2, 7 and 28 days) of pozzolana cement mortar cubes decreased with increasing pozzolana content up to 40%. The addition of Na2SO4 significantly improved both early and ultimate strengths of the pozzolana cement studied. The 2 day strength for 30% and 35% pozzolana cement were improved by 25.3% and 18.4% respectively. Lower 2-day compressive strengths were recorded for the mechanically activated pozzolanas than OPC although strength values exceeded the EN 197-1 and ASTM C 595 standard requirements. At 28 days, the compressive strength of the control was exceeded at Na2SO4 concentrations ≥2%. Roll milling gave the highest 28-day compressive strengths for the mechanical activation methods investigated with strengths of 35.8 MPa at 30% pozzolana content and 29.6 MPa at 40% pozzolana content. These strengths both passed the ASTM C 595 minimum strength of 24.1 MPa. After 36 h ball milling, the activated pozzolanas could be used to replace 30% - 40% OPC with a 28-day compressive strength of 27.7 MPa at 40% pozzolana content. The activated pozzolanas could thus be used successfully to replace up to 40% OPC for most non-load bearing housing construction purposes.