Predictive Models for the Ultimate Tensile and Yield Stresses Occurring in Joints of Untreated Friction Stir Welded 2017AA (ENAW-AlCu4MgSi) Plates ()
1. Introduction
The Friction Stir Welding (FSW) is a derivative of the conventional friction welding process that is traced back to the early 1960s. The process was patented at the TWI in 1991 [1] and has been applied heavily in many Industrial fields. Many research works have shown the superiority of the FSW on conventional fusion welding. And, the process has concerned polymers [2] and ferrous and non ferrous alloys. Furthermore, the FSW has coped with similar, dissimilar [3] and metal matrix composites [4].
In FSW, a rotating tool with a central pin is driven in the interface of two plates/sheets to be welded. The tool is then fed in the joint line prior retracting to a rest/reference position. The material softens by means of the heat which is generated by the tool/part friction movement and the pin malaxation effect. Because the heat is mainly produced under the tool’s shoulder, a local plastic deformation zone occurred so that the welded interface is stirred and homogenously formed. Finally, the tool is pulled away and the weldment converts into a solid state during the cooling phase [5].
During the FSW process, the material stirring power, the non-isothermal treatment and the material flow determine, at a large extent, the mechanical and metal properties of the joint weld zones (i.e., the weld nugget, the thermo-mechanical affected zone and the heat affected zone). The joint macrostructure, the residual stress and the fracture surface tests are important qualitative properties which are inspected in FSW joints. But also, other quantitative properties are required to control the joints quality such that the yield stress (YS) and the Ultimate Tensile Stress (UTS) [6,7]. In numerous works, both the quantitative and qualitative properties of FSW joints have been correlated with the process parameters, for instance, the rotation speed and welding feed rate [8,9], the tool axial load [10,11], the tool geometry [12,13] and the weld interface orientation [14]. One challenge; however, is how FSW parameters could be determined so that high quality joints are produced cost-effectively. Statistical techniques, among other solutions, have brought substantial contribution in this regard. The statistical techniques may be viewed as four main classes, 1) factorial design and analysis of variance (ANOVA) [15,16], 2) response surface method RSM [17-19], 3) Taguchi method [20,21], and 4) artificial neural network & Genetic method [22, 23].
For the FSW in the 2017AA (ENAW-AlCu4MgSi), a few studies have been carried out [24,25]. This study has considered such an alloy. In a recent work [26], we have coped with the two process responses joints Tensile Elongation (E%) and joints Hardening Capacity (Hc), and at present, we shall report on the two quantitative properties (UTS, YS). Table 1 enlists the nominal mechanical characteristics of the aluminum 2017 AA.
The remaining text is structured as follows. Section 2 lies out the study framework, the design of experiments (DoE) strategy as well as the true stress-strain curves of the tested coupons as benchmarked against the BM. Section 3 discusses and lies out the Anova(s) and RSM models being fit to the process responses (UTS) and (YS). Finally, Section 4 will cope with the sensitivity analysis study of the operating factors N, F and r%.
2. Experimental
2.1. Experiment Setup
The experiment FSW runs have been executed on a 7.5 kw powered universal mill (Momac model), rating up to 1700 r/min in rotation speed and up to 1080 mm/min in tool feed. A series of 6 mm thick plates in 2017AA were cut into (250 × 90) mm rectangular shapes. And, for each run, a pair of plates (set) disposed in butt configuration are welded along their length edge. The welding tool is manufactured in a high steel alloy (35 Rockwell-C Hardness). Figure 1 displayed the experiment setting as well as the tool geometry.
2.2. Design of Experiment Strategy
The variation assessment and response predictive models regarding (UTS) and (YS) are assessed using the RSM

Table 1. Mechanical properties of the 2017AA (BM).
 (a)
(a) (b)
(b)
Figure 1. (a) shoulder/pin geometry; (b) tools photography.
technique. The experiment has been undertaken in a sequential strategy. First, a 23 plan is put forward to fit first-order models for (UTS) and (YS). Then, owing to the model Lack of Fit (LoF), we augmented the design with six axial runs and four center points to fit higher order models, thereby, a face-centered composite design (FCCD)  was considered.
was considered.
For the levels setting of N, F and r%, we performed some preliminary trials to better assign lower, intermediate and higher levels of factors. Mainly, we took into account the macroscopic observation of joints texture and the surface defects (e.g., surface irregularities, excessive flash, lack of penetration, surface-open tunnels, etc.). Accordingly, for the DoE coding, the actual units of the −1 and +1 levels are set at 653 rpm and 1280 rpm for the rotation speed (N), 67 mm/min and 109 mm/min for the tool traverse feed and, 33% and 44% for the tool diameters ratio (r%). The intermediate setting of N, F and r% has been maintained at 910 rpm, 86 mm/min and 39%, respectively (Table 2). Table 3 depicts the maintained constant factors throughout the experiment time.
So far, the design encoding, Anova tables and sensitivity analysis will be assisted by Minitab® software. Table 4 shows the study DoE layout as expressed in natural coding units.
2.3. Specimens True Stress-Strain
The tensile specimens (ASME E8M-04) have been cut longitudinally in the butt FSWed plates as shown in Figure 2. Figure 3 is a photography of the tensile specimens after fracture. Insofar, these are split into 8 factorial runs, Fi = 1,8 (Figure 3(a)), 4 center point runs, Ci = 1.4 (Figure 3(b)) and 6 axial runs, Ai = 1.6 (Figure 3(c)). Each specimen has been undergone a tensile test at room temperature and at a crosshead speed of 0.1 mm/min. Among the 18 runs, nine of the tension loaded specimens have failed midway of the gauge length and six failed in the vicinity of the grip region. After specimens have been undergone tensile tests, true-stress curves generated for each, have similar pattern compared with the BM plot.
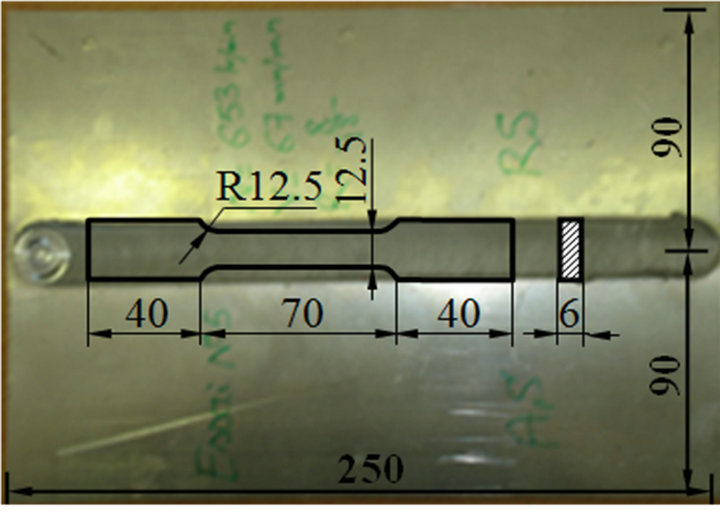
Figure 2. Tensile test specimens (ASME E8M−04).

Figure 3. Specimens and zones of fracture after tensile tests.

Table 2. Factors setting levels for the FCCD.
3. RSM for the Empirical Models of UTS and YS
3.1. Empirical Model for the Ultimate Tensile Stress (UTS)
In this section, we shall lie out the descriptive model which can convey variation in the (UTS) response, reliably. Allowing for a threshold of 95% C.I., the candidate/potential regression model(s) should satisfy the best trade-off among the model statistics, i.e., the LoF, R2, R2-pred, R2-adj and S (see Table 5).
According to Table 5, it is indicated that both variation in (UTS) and (YS) are satisfactorily described by means of second order models. For (UTS), the variation in factors N, F and r% explain 93.62% to 99.48% of the model variability. However, the variability in (YS) is explained

Table 4. FCCD layout for the FSW process experiment.
by 84.48% to 95.75% of the variability in N, F and r%. When screening different models as enlisted Table 5, the LoF and R2 values advise interchangeably more than one candidate model, however, we kept on the highlighted models which exhibit better pure error standard deviation and, above all, higher model predictability (R2 (pred)).
Considering the (UTS) full quadratic model shown in Table 5(a), the visual checking of the residual plots regarding the normality, independency, structureless and independence on factor setting does not question the model adequacy. Nevertheless, at 95% of C.I., the residual distribution is not normal (p-value 0.024) (Figure 4). Also, the ANOVA (see Appendix A) suggests the square terms, F2 and r%2, as fitted in the regression model are insignificant (p-value 0.750 and 0.825, resp). Interestingly, the regression p-values of the interactions (p = 0.000) and the squared terms (p = 0.024) are found statistically significant at 5%, suggesting presence of curvature in the (UTS) surface contour plot.

Figure 4. Four-plots for the UTS full quadratic model.

Table 5. RSM models in N, F and r%. (a) (UTS) response, (b) (YS) response.
The reduced model of (UTS) as expressed in natural/ active variables is given below:
 (1)
(1)
Figure 5 shows the main and interaction plots for the mean (UTS). We noticed the following points:
• According to the main effect plot, maximum (UTS) is met when factors N, F and r% are set low, middle and low, respectively.
• When considering the N × F interaction plot, maximum (UTS) is achieved when F and N are set low.
• The F × r% interaction plot indicates that maximum (UTS) is met when F is set middle and r% low.
• And, finally, for the N × r% interaction plot, maximum (UTS) is attained when N and r% are set low.
Accordingly, the best setting which maximizes (UTS) is when N and r% are set low and F being set middle or low. The inspection of the surface contour plot shown in Figure 6 indicates that maximum (UTS) is about 283


Figure 5. Main effects and interaction plots of response (UTS).

Figure 6. Surface contour plot of the process response (UTS).
MPa for all combination of factors spaces (N versus r%, N versus F and F versus r%) given the extra factor maintained low.
3.2. Empirical Model for the Yield Stress (YS)
Likewise the foregoing, we seek to fit a full quadratic model to describe variation in the (YS) dataset. Allowing for a threshold of 95% C.I., the candidate/potential regression model(s) should satisfy the best trade-off among the model statistics, i.e., the LoF, R2, R2-pred, R2-adj and S. In Table 5(b), it is indicated that the full quadratic model (N, F, r%, N × F, F × r%, N × r%, N2, F2, r%2) is not considered fit (LoF 0.03 < 0.05). For the residuals, the 4-plots graph do not question the model adequacy as it is shown in Figure 7. The Anova given in Appendix B, pointed out the regression p-values of the interactions (p = 0.192) and the squared terms (p = 0.03 < 0.05) suggesting presence of curvature in the response surface which mainly originates from the squared terms. When considering the factors effects, the Anova shows that only N (p = 0.000), r% (p = 0.000) and roughly r2 (p = 0.094) are found statistically significant at 5% of Type I error.
A reduced model of (YS) is then obtained by getting rid of insignificant terms (main + interactions). Following is the regression equation as expressed in active coding.
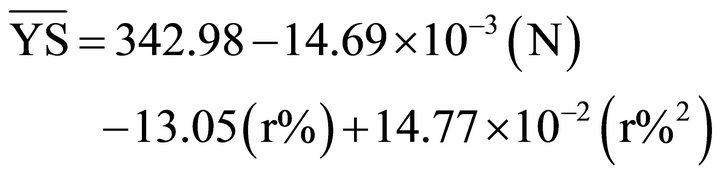 (2)
(2)
From equation (2), it is shown that the (YS) response is independent of factor (F). Yet, it is advised to keep it at low level as the main effects plot suggests (Figure 8). Also, owing to the negative coefficient of terms N and r% in equation (2), lower are N and r% higher is the process response (YS). This is further corroborated by the main effect plot shown in Figure 8. The surface contour plot which is displayed in Figure 8 shows that maximum yield stress (YS) is met when both the rotation speed (N) and tool diameters ratio (r%) are set low and the extra factor F being maintained low. Graphically, maximum yield stress is obtained at about 63.5 MPa.
4. Discussion: Sensitivity Analysis
So far, we have studied the Anova(s) pertaining to the (UTS) and (YS) responses. These have concerned the variability propagation through the RSM models (equations (1) and (2)) and resulting in a significant contribution to the overall output(s). The sensitivity analysis seeks, rather, to find out what process factors do produce larger variation in the responses whenever it is subjected to an infinitesimally variation. Given a dependent variable,  , the sensitivity coefficient (SC) of xi on
, the sensitivity coefficient (SC) of xi on  is obtained by calculating the partial derivative of
is obtained by calculating the partial derivative of  with respect to the independent factor xi [27].
with respect to the independent factor xi [27].

Figure 7. Four-plots for the full quadratic model of YS.


Figure 8. Response (YS): Main effects plot and Surface contour plot.
 (3)
(3)
Usually, the normalized sensitivity coefficient (SCn) is utilized to avoid the unit effect by introducing the  ratio, hence,
ratio, hence,
 (4)
(4)
4.1. Sensitivity Analysis of the Ultimate Tensile Stress (UTS)
The calculation of the partial derivatives (direct method) of the regression model of (UTS) with respect to factors N, F, and r% is calculated to ascertain the normalized coeficients . These are given below:
. These are given below:
 (5)
(5)
 (6)
(6)
 (7)
(7)
In Table 6, the , are calculated by averaging over all combinations of factors levels. From the histograms shown in Figure 9, we highlight the following points.
, are calculated by averaging over all combinations of factors levels. From the histograms shown in Figure 9, we highlight the following points.
• In average, the tool traverse feed factor (F) is insensitive to the process response (UTS) despite of the N, F and r% setting levels.
• Allowing for the factors N and r%, the histograms in Figures 9(a)-(c), indicate that, in average, the tool diameters ratio (r%) is the major sensitive factor on (UTS). It is seconded by the tool rotation speed (N). The maximum sensitivity of r% on (UTS) is met when (N) is set high . The sensitivities of N and r% on (UTS) do not vary with the traverse
. The sensitivities of N and r% on (UTS) do not vary with the traverse
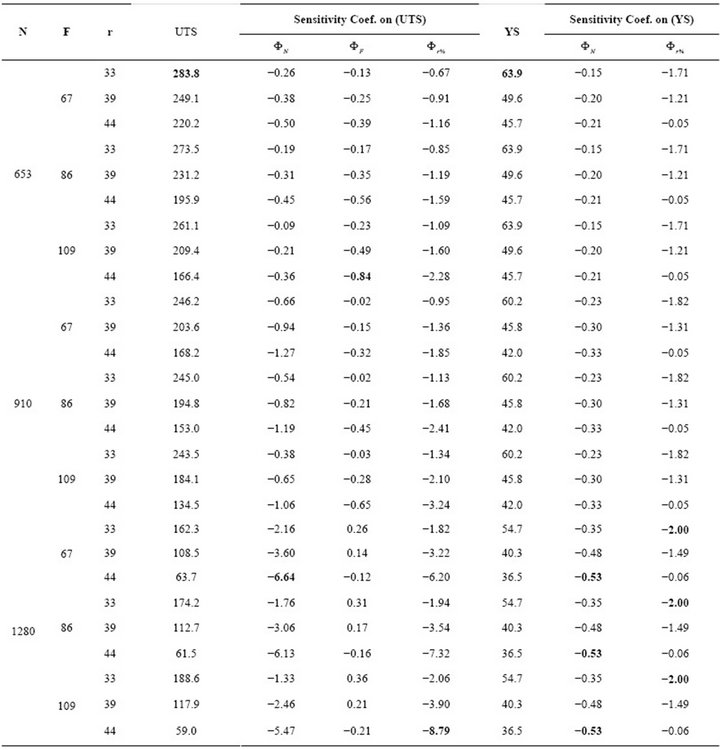
Table 6. Normalized Coef. of sensitivity, Φi = N, F, r%, for the (UTS) and (YS) process (absolute maximum values are shown in bolt).
feed (F) as it is pointed out in Figure 9(b). The histogram of Figure 9(a) shows that the maximum sensitivity of N on (UTS) occurs at the vicinity of N high .
.
• Table 6 indicates that local maximum sensitivity of N , F
, F  and r%
and r%  on (UTS) were found when N, F and r% are set (high, low, high), (low, high, high) and (high, high, high), respectively.
on (UTS) were found when N, F and r% are set (high, low, high), (low, high, high) and (high, high, high), respectively.
4.2. Sensitivity Analysis of the Yield Stress (YS)
The sensitivity analysis of factors N, F and r% on (YS) is assessed using the partial derivatives (direct method) of the regression model as formulated in equation (2). Accordingly,  are given below:
are given below:
 (8)
(8)
 (9)
(9)
 (a)
(a) (b)
(b)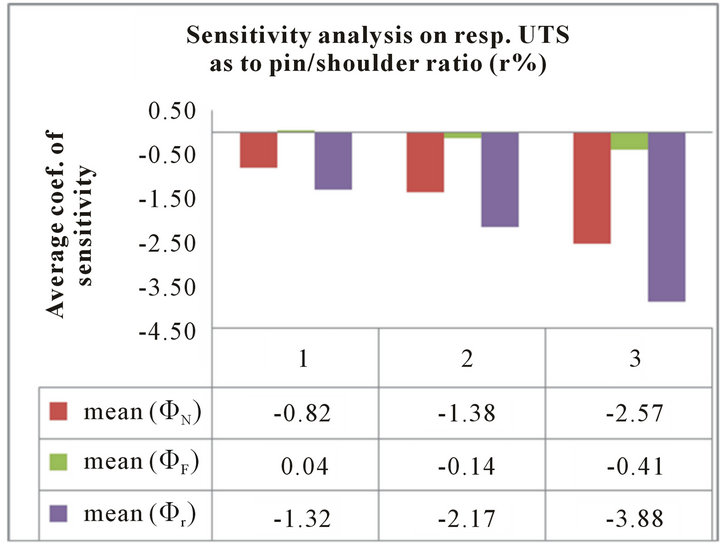 (c)
(c)
Figure 9. Sensitivity analysis for the process response (UTS): (a) when varying the tool rotation speed (N), (b) when varying the traverse feed (F), and (c) when varying the tool diameters ratio (r%).
 (10)
(10)
• The histogram shown in Figure 10(a) points out the sensitivity of N on (YS) is almost stationary when varying N.
• Allowing for the factors r%, the histograms of Figures 10(a) and 10(b) demonstrate that in average the tool diameters ratio (r%) is unique sensitive factor on (YS).
• According to Table 6, the local maximum sensitivity of N , and r%
, and r% on (YS) were observed when N, F and r% are set (high, low, high), (high, middle, high) or (high, high, high) for the former (i.e., factor N) and (high, low, low), (high, middle, low) or (high, high, low) for the latter.
on (YS) were observed when N, F and r% are set (high, low, high), (high, middle, high) or (high, high, high) for the former (i.e., factor N) and (high, low, low), (high, middle, low) or (high, high, low) for the latter.
5. Concluding Remarks
The paper has investigated the influence of three FSW parameters on two process responses, namely, the joint Ultra Tensile Stress (UTS) and the joint Yield Stress (YS) produced in the aluminum 2017AA.
 (a)
(a) (b)
(b)
Figure 10. Sensitivity analysis for the process response (YS), (a) when varying the tool rotation speed (N), and (b) when varying the tool diameters ratio (r%).
1) The predictive models of (UTS) and (YS) are found fit using quadratic RSM models;
2) The Anovas and summary of fit tables (Appendixes A and B) have uncovered the traverse feed (F) was found irrelevant to the variation in (UTS) and (YS) because of the very small coefficient put in play in the regression equations (1) and (2).
3) In average, the sensitivity analysis of factors N, F and r% on the responses (UTS) and (YS) has emphasized the influence of the tool diameters ratio factor (r%). The sensitivity of the tool rotation speed (N) on (UTS) came seconded in terms of prevalence. Likewise, the FSW process sensitivity was robust vis-à-vis the tool traverse feed factor (F).
The paper findings have shown that the tool geometry can be highly effective at the variation of the (UTS) and (YS) and can have significantly beneficial impacts on the quality engineering of the friction stir welded 2017AA. Besides, a shift of the factors variation space should be thought of so that a trade-off between joint macroscopic observations and the optimal parameters for FSW could be reached.

Appendix A. Regression Models and ANOVA results for the UTS response using coded units.

Appendix B. Regression Models and ANOVA results for the YS response using coded units.