G. MALYSHEVA ET AL.
Copyright © 2013 SciRes. MSCE
terial was used for producing standard test samples.
Samples were used for bending (σbend
• 3 layers (2 polysulfone layers, 1 epoxy olygomer
layer);
, GOST 9626-90),
stretching (ε, GOST 11262-80) and impact strength (A.
GOST 14235-69) testing.
3. Results and Discuss ions
Values for polymer deformation and strength properties
in relation to the polysulfon amount injected are given in
Table 1.
As seen in Table 1 , thermoplast injection to the epoxy
matrix increases the bend durability and impact strength
more than twice. Also the stretch ratio shows magnitude
increase thus indicating fundamental positive influence
of thermoplast on deformation properties of system.
However, the value of adhesive power slightly decreases
depending upon the thermoplastic polymer increase. This
phenomenon probably occurs due to the overall viscosity
growth, resulting in the lbinding layer thickness being
slightly higher than the optimum. Yet such an insignifi-
cant reduction of adhesive power is not fundamental and
will not lead to the deterioration of fabricating chara cter-
istics of PCM based on this polymer matrix.
In accordance with the second technology, epoxy oli-
homer and polysulfone joint mixing was not performed.
Multilayered material with epoxy oligomer and polysul-
fone layers alternated among themselves was made.
This multilayered binding production technology in-
cludes several stages. Compression-molded polysulfone
thin films were produced. The film thickness reached 100
- 140 microns. The epoxy oligomer preliminarily mixed
with a curing compound was manually coated on the
polysulfone film surface. Afterwards the next polysul-
fone layer was coated. Three types of multilayered sam-
ples were produced:
• 5 layers (3 polysulfon e layers, 2 epoxy olygomer lay-
ers);
• 7 layers (4 polysulfon e layers, 3 epoxy olygomer lay-
ers) (see Table 2).
Table 1. Influence of the thermoplastic material content on
the properties of heterogemeous matrix (epoxy resin + po-
lysulfone).
Properties The content of polysulfone, %
0 5 10 20 30 40
Adhesive strength,
τ, МPа 24 24 25 26 22 17
Bending test, σbend., МPа 28 32 42 49 54 58
Elongation at stretching,
ε, % 0.2 1.2 1.5 1.9 2.2 2.8
Impact toughness,
А, Kj/m2 4.8 10.4 19.5 28.2 37.4 46.2
Table 2. Influence of the quantity of layers on the properties
of multilayer heterogemeous polymer.
Properties Polymer
Polysulfone Epoxy resi n
Quantity of layers 2 1
Elongation at stretching, ε, % 2,5
Impact toughness А, Kj/m2 32,4
Quantity of layers 3 2
Elongation at stretching, ε, % 1,3
Impact toughness А, Kj/m2 24,7
Quantity of layers 4 3
Elongation at stretching, ε, % 1,2
Impact toughness А, Kj/m2 25,3
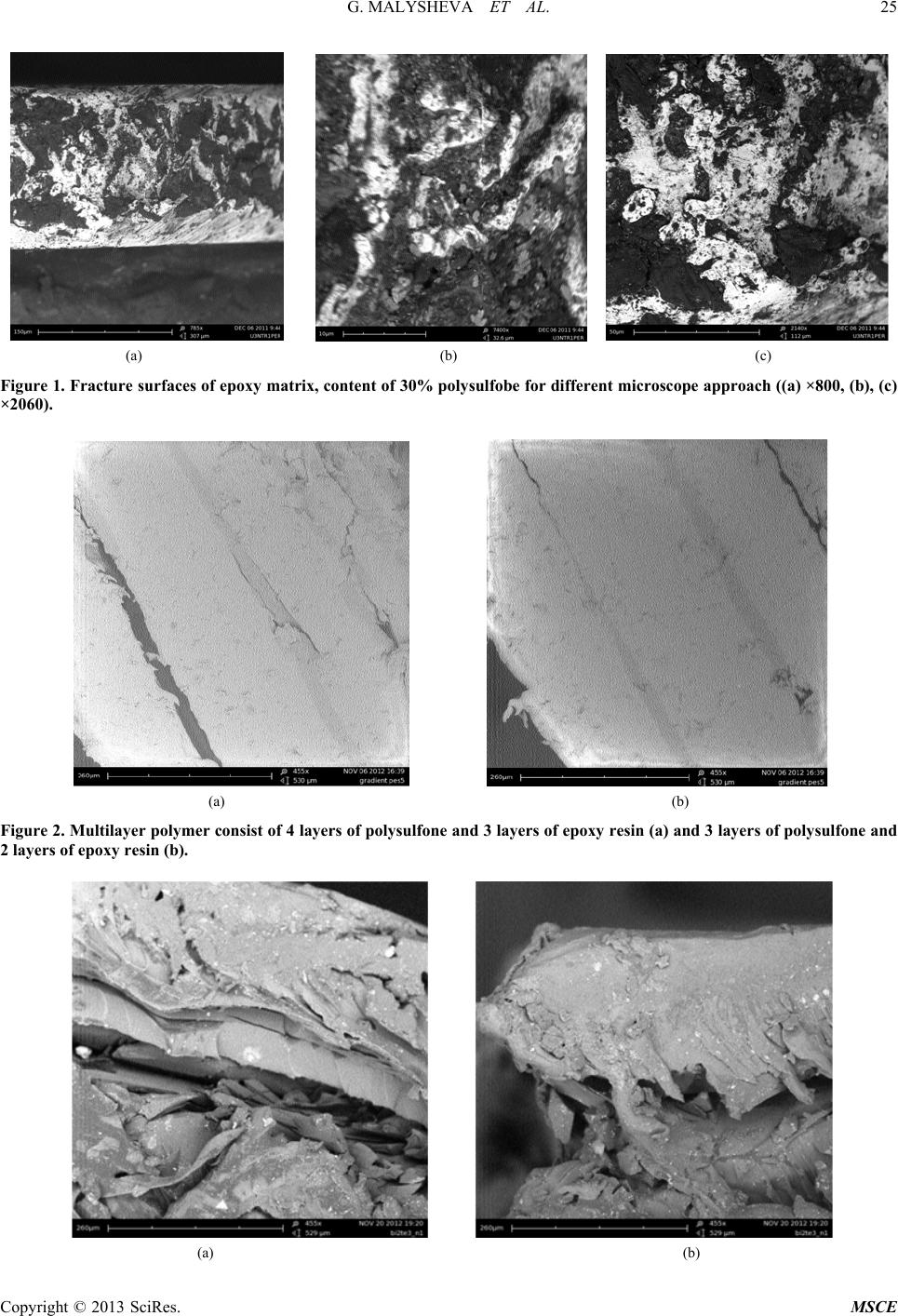
Structure analysis of the produced hybrid bindings was
conducted by the means of scanning electronic micro-
scope FEI Phenom with the image resolution up to 50
nanometers.
The material of the samples’ surface consisted of 30
polysulfone mass fractions and 70 epoxy oligomer mass
fractions produced in accordance with the first technol-
ogy. The frontal surface (Figure 1(a)) was initially
analyzed. Afterwards the surface of the same samples
was investigated at various magnifications after the
bending test was conducted (Figure 1(c)). The acquired
data analysis allows to draw a conclusion that the mate-
rial microstructure is not homogeneus and polymeric
phases are mutually distributed chaotically (epoxy matrix
is shown in white in Figure 1). Mixing mode change
towards the mixing duration increase did not result in
structure improvement. We assume that polymer mixture
inhomogenous structure is related to the errors in mixture
preparation technology, so its further improvement is
required. Nevertheless, even this imperfect structure de-
monstrated the fundamental increase in polymer binding
deformation parameters (see Table 1).
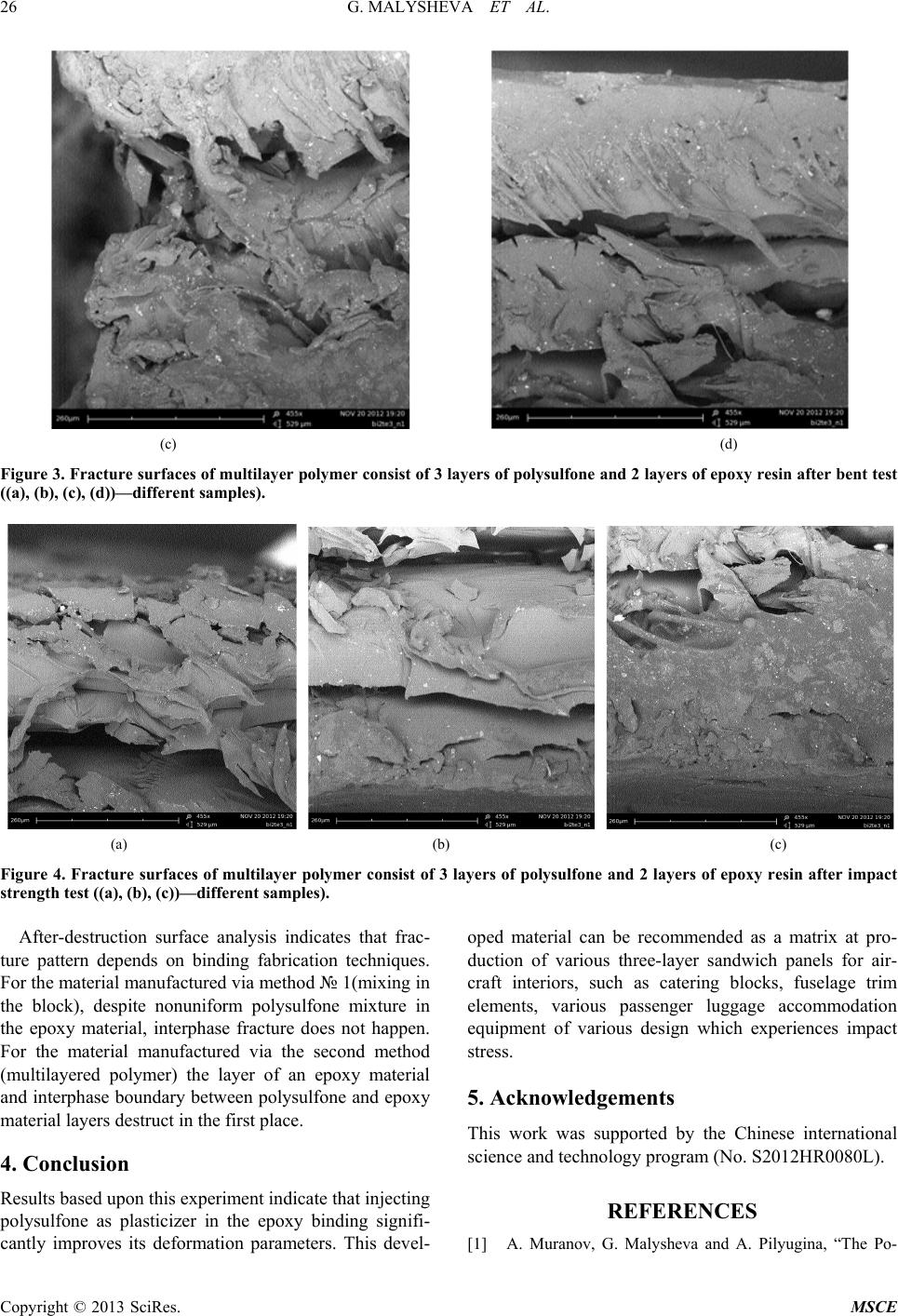
The structure of layered hybrid binding, produced by
the second method with 4 polysulfone and 3 epoxy oly-
gomer alternating layers is shown in Figur es 2-4.
On Figure 2 there are visible characteristic cracks that
always appear on a layer of an epoxy oligomer while
bending tests being performed. On Figure 2(a) the epoxy
olygomer layer destruction №1 (from the sample frontal
surface) took place. On Figure 2( b) the destruction of
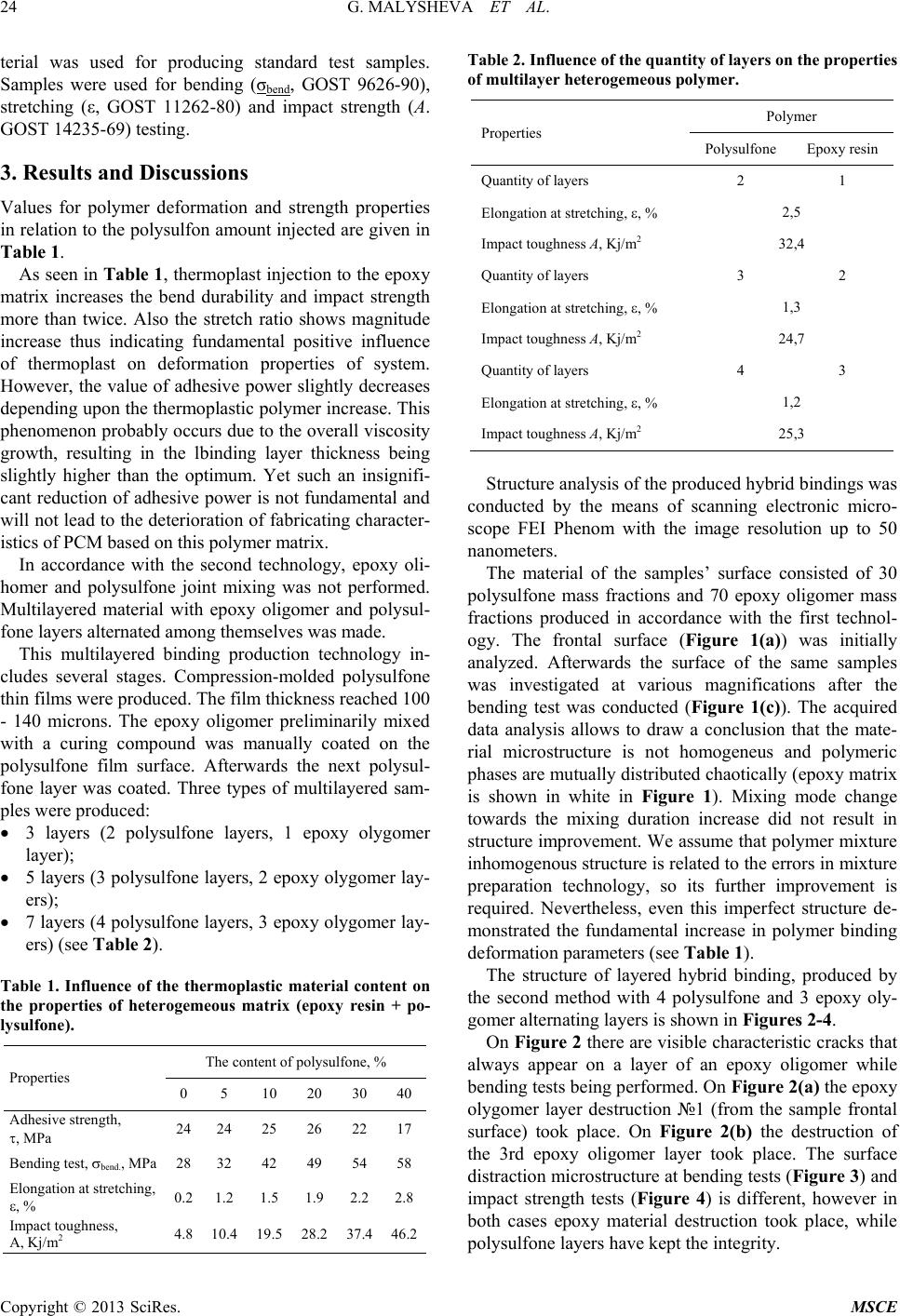
the 3rd epoxy oligomer layer took place. The surface
distraction microstructure at bending tests (Figure 3) and
impact strength tests (Figure 4) is different, however in
both cases epoxy material destruction took place, while
polysulfone layers have kept the integrity.