Evaluation of Characteristics of Interfacial Phases Produced in Al/NiAl Composite during Manufacturing1347
3
as compared to the thinner interfaces in the composite
containing 15-hour mechanically milled intermetallic
particles at the same sintering temperature.
It was shown that finer distribution of reinforcement
is significantly more pronounced in ball milled grade
than blended Al/Ni3Al. This apparently improved
mechanical properties of sintered composite and en-
couraged phase transformation of reinforcement.
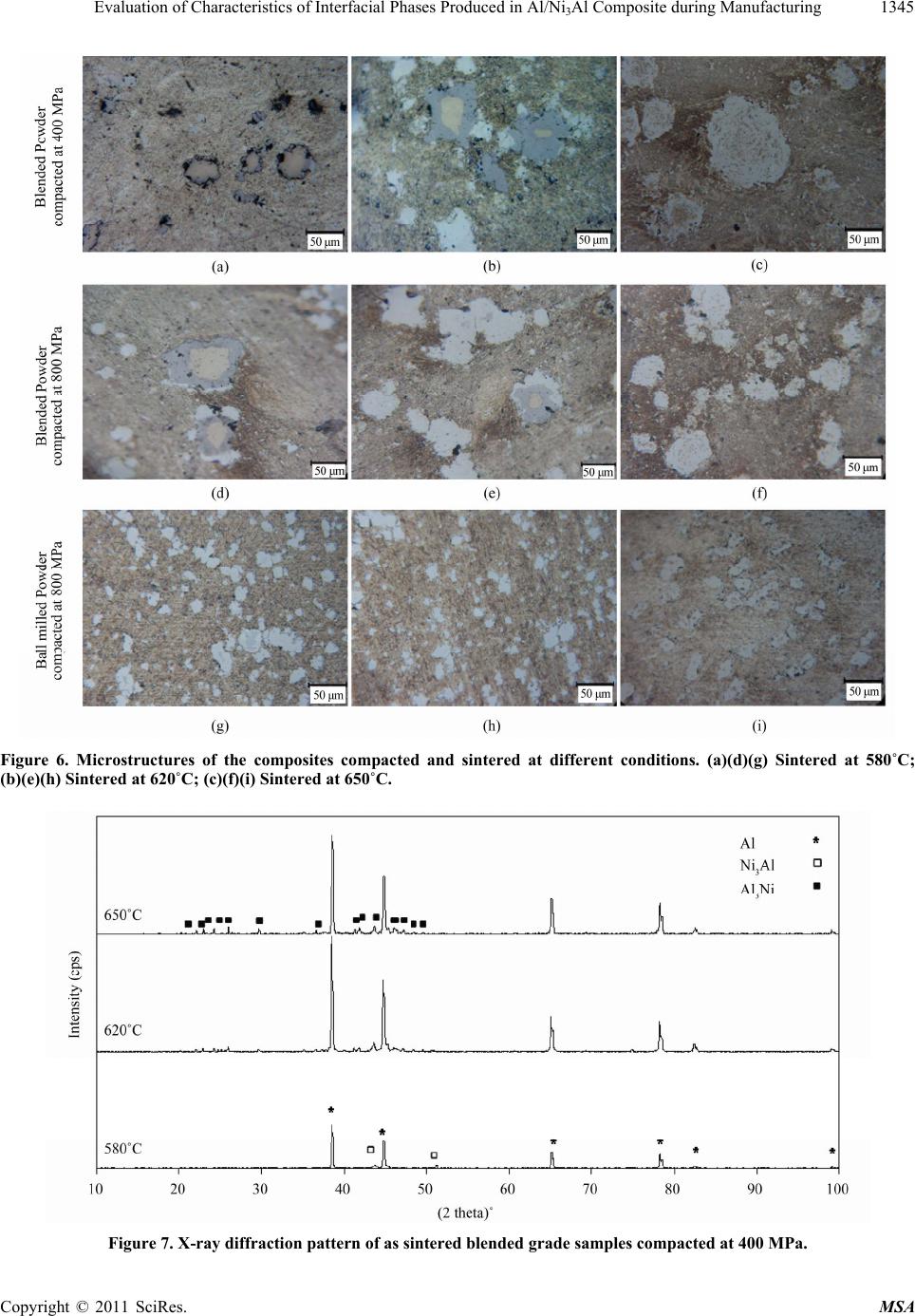
In blended grade samples compacted at 400 MPa, low
sintering temperature (e.g. 580˚C) cannot eliminate
the pores around intermetallic particles that generated
primarily during compacting by decohesion of the
matrix-particle interface. Therefore, the bonding be-
tween the matrix and intermetallic particles is not
strong and thickness of diffusion layer around the in-
termellic is negligible.
Microstructure of the composite sintered at 580˚C
shows that Ni3Al particle reinforcements remain ap-
proximately intact. With increasing sintering tem-
perature, diffusive layers will be extended and reac-
tion phases improve the bonding.
More contacts between reinforcements and matrix
caused by higher compaction pressure enhance the
reaction at interface; therefore, at higher compaction
pressures similar muiltilayers around reinforcements
form at relatively lower sintering temperature.
REFERENCES
[1] F. Velasco, C. E. DA Costa, B. Rodero, C. Santamarta
and J. M. Torralba, “Intergranular Corrosion Resistance
of Fe3Al/2014 Al Particulate MMC,” Journal of Mate-
rials Science Letters, Vol. 19, 2000, pp. 61-63.
doi:10.1023/A:1006708000114
[2] M. Adamiak, J. B. Fogagnolo, E. M. Ruiz-Navas, L. A.
Dobrzañski and J. M. Torralba, “Mechanically Milled
AA6061/(Ti3Al)P MMC Reinforced with Intermetal-
lics—The Structure and Properties,” Journal of Materials
Processing Technology, Vol. 155-156, 2004, pp. 2002-
2006. doi:10.1016/j.jmatprotec.2004.04.202
[3] B. Torres, M. Lieblich, J. Ibanez and A. G. Escorial,
“Mechanical Properties of Some PM Aluminide and
Silicide Reinforced 2124 Aluminium Matrix Compo-
sites,” Scripta Materialia, Vol. 47, No. 1, 2002, pp. 45-49.
doi:10.1016/S1359-6462(02)00095-7
[4] J. M. Torralba, F. Velasco, C. E. DA Costa, I. Vergara
and D. Caceres, “Mechanical Behaviour of the Interphase
between Matrix and Reinforcement of Al 2014 Matrix
Composites Reinforced with (Ni3Al)p,” Composites Part
A, Vol. 33, No. 3, 2002, pp. 427-434.
[5] F. Velasco, C. E. DA Costa, N. Candela and J. M. Tor-
ralba, “Fracture Analysis of Aluminium Matrix Com-
posite Materials Reinforced with (Ni3Al)p,” Journal of
Materials Science, Vol. 38, No. 3, 2003, pp. 521-525.
doi:10.1023/A:1021884001846
[6] C. Diaz, J. L. Gonzalez-Carrasco, G. Caruana and M.
Lieblich, “Ni3Al Intermetallic Particles as Wear-Resistant
for AI-Base Composites Processed by Powder Reinfor-
cement Metallurgy,” Metallurgical and Materials Trans-
action A, Vol. 27, 1996, pp. 3259-3266.
[7] P. B. DA Silva-Maia, F. Velasco, N. Anton, C. E. DA
Costa and W. C. Zapata, “Corrosion Resistance of 2014
Aluminium Matrix Composites Reinforced with Ato-
mised Ni3Al,” Advanced Performance Materials, Vol. 6,
No. 2, 1999, pp. 117-127. doi:10.1023/A:1008713425137
[8] J. B. Fogagnolo, F. Velasco, M. H. Robert and J. M. Tor-
ralba, “Effect of Mechanical Alloying on the Mor- phol-
ogy, Microstructure and Properties of Aluminium Matrix
Composite Powders,” Materials Science and Engineering,
Vol. 342, 2003, pp. 131-143.
doi:10.1016/S0921-5093(02)00246-0
[9] M. D. Berm´udez, F. J. Carri´on, P. Iglesias, G.
Mart´ýnez-Nicol´as, E. J. Herrera and J. A. Rodr´ýguezb,
“Influence of Milling Conditions on the Wear Resistance
of Mechanically Alloyed Aluminium,” We ar , Vol. 258,
No. 5-6, 2005, pp. 906-914.
[10] I. Ozdemir, S. Ahrens, S. M. Ucklich and B. Wielageb,
“Nanocrystalline Al-Al2O3p and SiCp Composites Pro-
duced by High-Energy Ball Milling,” Journal of Materi-
als Processing Technology, Vol. 205, No. 1-3, 2008, pp.
111-118. doi:10.1016/j.jmatprotec.2007.11.085
[11] C. Suryanarayana, “Mechanical Alloying and Milling,”
Progress in Materials Science, Vol. 46, No. 1-2, 2001, pp.
1-184. doi:10.1016/S0079-6425(99)00010-9
[12] Y. B. Liu, S. C. Lim, L. Lu and M. O. Lai, “Recent De-
velopment in the Fabrication of Metal Matrix-Particulate
Composites Using Powder Metallurgy Techniques,”
Journal of Materials Science, Vol. 29, 1994, pp. 1999-
2007. doi:10.1007/BF01154673
[13] Z. Razavi Hesabi, H. R. Hafizpour and A. Simchi, “An
Investigation on the Compressibility of Aluminum/Nano-
Alumina Composite Powder Prepared by Blending and
Mechanical Milling,” Materials Science and Engineering
A, Vol. 454-455, 2007, pp. 89-98.
doi:10.1016/j.msea.2006.11.129
[14] J. B. Fogagnolo, E. M. Ruiz-Navas, M. H. Robert and J.
M. Torralba, “The Effects of Mechanical Alloying on the
Compressibility of Aluminium Matrix Composite Pow-
der,” Materials Science and Engineering A, Vol. 355, No.
1, 2003, pp. 50-55. doi:10.1016/S0921-5093(03)00057-1
[15] S. Okuma, “The Sintering Mechanism of Aluminum and
the Anodyzation of Aluminum Sintered Bodies,” Electro-
component Science and Technology, Vol. 6, No. 1, 1979,
pp. 23-29.
[16] J. Cintas, J. M. Montes, F. G. Cuevas, E. J. Herrera, “In-
fluence of Milling Media on the Microstructure and Me-
chanical Properties of Mechanically Milled and Sintered
Aluminium,” Journal of Materials Science, Vol. 40, No.
15, 2005, pp. 3911-3915.
doi:10.1007/s10853-005-0756-y
[17] J. Cintas, F. G. Cuevas, J. M. Montes and E. J. Herrera,
“Microstructural Control of Sintered Mechanically
Copyright © 2011 SciRes. MSA