Open Journal of Organic Polymer Materials
Vol.3 No.1(2013), Article ID:27040,6 pages DOI:10.4236/ojopm.2013.31002
Reinforcement of Polypropylene Composite System via Fillers and Compatibilizers
1Department of Chemistry, University of Delhi, Delhi, India
2Machino Innovative Research and Application Center (MIRAC), Machino Polymers Limited, Gurgaon, India
Email: *neelam06@gmail.com
Received December 1, 2012; revised January 2, 2013; accepted January 10, 2013
Keywords: Filler; Reinforcement; Polypropylene
ABSTRACT
The purpose of this work is to compare the mechanical properties of the different PP/Filler composites. We considered the effect of treatment of the filler on the adhesion between the filler and the matrix. Modification of polypropylene (PP) with different coated and uncoated fillers is investigated in this paper. Six types of different fillers are used for preparation of filled PP composites. The composite samples were homogenized in a twin screw extruder. The compatibility of PP and fillers focused in this study and modified by using coupling agent. The obtained values of composites were correlated with mechanical properties.
1. Introduction
Polypropylene (PP) filled with particulate fillers are of great interest in both research and industry. It is well known that polypropylene has good processability thus allowing it to accept different types of natural and synthetic fillers. Polypropylene (PP) is one of the most widely used commodity thermoplastics, especially in automotive, electric, packaging and consumer application. The reason for this can be found in its excellent properties, such as good processing, heat distortion temperature above 100˚C, recycling ability and favourable price/volume/performance ratio, with the result that PP composites successfully penetrate fields traditionally occupied by other materials such as ABS etc. The ever increasing technical and aesthetic requirements as well as soaring material and compounding costs, lead to the necessity of utilizing all possible advantages of fillers.
To fulfil these requirements i.e., utilizing all the functional advantages of fillers, it is necessary to understand the relevant properties of particulate fillers and their effect on the structure and properties of the composites. Huge work has already been done on the effect of particulate fillers. The investigation examined the effect of varying compositions of filler on the properties of talc filled polypropylene (TPP) and mica filled polypropylene (MPP). The main goal of the current research is to compare the properties of mica with talc filled PP composites as well as create a baseline data for talc and mica filled systems depending on the filler content as well as its particulate size [1-7].
2. Materials
The study is comprised of filler interactions with copolymer polypropylene. The Copolymer (Cosmopolene AY564) is a block copolymer produced by The Polyolefin Company Pte Ltd. Various fillers were selected to reinforce these Polypropylene. The data values for various fillers selected are provided in Table 1.
The PP compounds were prepared at different filler compositions (vol%) such as 10% - 40%. The different compositions were mixed and compounded in a Berstorff twin screw extruder model ZE-25 with L/D ratio of 36 and a screw diameter of 25.0 mm. All materials were in a temperature profile of 190 - 220 deg·C at 15.0 Kg/hr feed rate and 60 - 70 min·rpm. These blends were then
Table 1. Characteristics of talc and mica fillers.

conditioned and requisite mechanical tests were done. The polymer ash or resin burn-off test was performed according to ASTM D2584 to determine filler weight fraction (Wf) in the composites after the compounding process. Void content was determined from relationship between the theoretical density and the actual density of the composite by ASTM D2734. The flexural properties and tensile properties were measured using an Instron machine according to ASTM D790 and ASTM D638 respectively. The notched Izod Impact test was carried out according to ASTM D256 using a Ceast Resil 25 impact tester at impact energy of 2 J. Values reported were the average values of five specimens for each sample [5].
3. Results and Discussion
Fillers and reinforcements have high energy surfaces. During blending, the polymer chains are adsorbed onto the active sites of the filler surface. Adsorption of polymer molecules leads to the development of an interphase layer which has properties different from that of the matrix polymer.
Figure 1 shows the variation of notched Izod Impact with respect to the volume fraction of filler added. It is evident as filler content increases; there is a gradual fall of impact strength. The trend varies from filler to filler guided by the nature as well as particle size and coating criteria. The better impact retention of the coated talc P10 is because of the better Wettability of the polymer matrix and improved polymer-filler interaction with interfacial adhesion due to coating. GSS5 shows even better behaviour because of its lower particle size and coating effect. But the Mica filled grades show much inferior impact retention with micron mica being the lowest. This is because of its uncoated surface combined with larger particle size.
The difference in impact behaviour for talc and mica reinforced composites can be explained on the basis of its basic structural features. Both are layered silicate minerals, in which Mica forms planar thin platelets with very high aspect ratio, with bi-axially oriented plates having high surface area compared to thickness. Thus mica results in stronger reinforcement of the matrix making it more rigid and stiff, thereby causing more restriction on the effective stress transfer during impact. Although no reference data was available relating polymer filler interaction to impact strength; we tried to deduce an equation for the same which can guide as a route to predict the impact of filled materials.
All the composites show an exponential behaviour as shown in Equation (1).
 (1)
(1)
where  is the impact strength of the reinforced composite,
is the impact strength of the reinforced composite,  is the impact strength of the base polymer matrix,
is the impact strength of the base polymer matrix,  is the volume fraction of the filler and
is the volume fraction of the filler and  is the exponential constant related to the interaction parameter. This basic equation is very closely related and directly resembling the modified Nielsen model proposed by Nicolais and Narkis. The term B is evaluated and tabulated for different fillers in Table 2. It is clearly indicated that the interaction parameter is higher for coated and lower particle size fillers. Also talc has higher interaction than mica.
is the exponential constant related to the interaction parameter. This basic equation is very closely related and directly resembling the modified Nielsen model proposed by Nicolais and Narkis. The term B is evaluated and tabulated for different fillers in Table 2. It is clearly indicated that the interaction parameter is higher for coated and lower particle size fillers. Also talc has higher interaction than mica.
Figure 2 shows the trend of Flexural modulus of different composites. All the curves follow a similar trend and can be exemplified in the form of Equation (2).
 (2)
(2)
where  is the modulus of the reinforced composite,
is the modulus of the reinforced composite,  is the modulus of the base polymer matrix,
is the modulus of the base polymer matrix,  is the volume fraction of the filler and A1, B1 are constants related to the interaction parameter. This equation closely resembles the modified Guth-Gold equation widely used to evaluate and predict polymer-filler interactions. Fillers with thin layered structure and higher aspect ratio i.e., mica shows much better increment in Flexural Modulus than talc. Finer particle sizes and coating has a positive effect over larger particle size than uncoated.
is the volume fraction of the filler and A1, B1 are constants related to the interaction parameter. This equation closely resembles the modified Guth-Gold equation widely used to evaluate and predict polymer-filler interactions. Fillers with thin layered structure and higher aspect ratio i.e., mica shows much better increment in Flexural Modulus than talc. Finer particle sizes and coating has a positive effect over larger particle size than uncoated.
Of greater importance is the curve in Figure 3 showing the effect of filler volume fraction on the ratio of Modulus to Elongation at Yield. The observed trend can be summarized by an exponential equation (Equation (3)) as predicted by Nielsen Model.
 (3)
(3)
where,  is the ratio of the reinforced composite,
is the ratio of the reinforced composite,  is the ratio of the base polymer matrix,
is the ratio of the base polymer matrix,  is the volume fraction of the filler and C is a constant related to the interaction parameter. The values of C presented in Table 2 clearly shows Micas have much higher interaction values than talc especially Coated Mica i.e., Wet Ground Mica showing the highest. A higher value of C is directly related to the enhanced matrix stiffening effect, which enhances rigidity and also reduces the possibility of quick stress transfer in the event of impact. This reducetion in stress transfer ultimately reduces the extent of elastic response of the material and thus Elongation at Yield decreases.
is the volume fraction of the filler and C is a constant related to the interaction parameter. The values of C presented in Table 2 clearly shows Micas have much higher interaction values than talc especially Coated Mica i.e., Wet Ground Mica showing the highest. A higher value of C is directly related to the enhanced matrix stiffening effect, which enhances rigidity and also reduces the possibility of quick stress transfer in the event of impact. This reducetion in stress transfer ultimately reduces the extent of elastic response of the material and thus Elongation at Yield decreases.
Figure 4 shows the variation of Tensile Strength at Yield against Volume fraction of filler. The Yield Strength increases with filler content for Mica whilst Talc filled registers a continuous decrease. This is because of better of better polymer-filler interaction in mica in terms of extensional behavior due to its higher aspect ratio.
Also on plotting the relative change of Tensile Strength (Tf/Tp) against a factor Y deduced from Nielsen Model where:

Figure 1. Variation of notched izod impact with respect to filler volume fraction.

Figure 2. Variation of flexural modulus with respect to filler volume fraction.
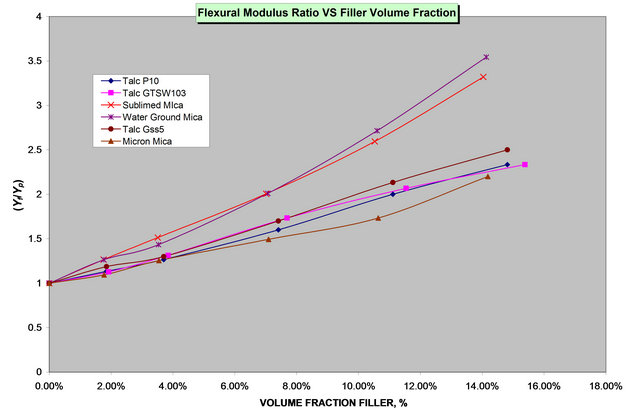
Figure 3. Variation of flexural modulus ratio with respect to filler volume fraction.

Figure 4. Variation of tensile strength with respect to filler volume fraction.
 (4)
(4)
The plots show a similar trend that fits into the exponatial model of Nielsen modified by Narkis and Nicolais.
The equation derived from Figure 5 is
 (5)
(5)
where D is the exponential constant characterizing the interaction. The values are tabulated in Table 2. The appearance of a negative exponent in Talc can be attributed to the better directional stress-bearing capacity of mica, due to their respective geometry and mode of interaction with the polymer chain. This interaction also depends on the particle size and coating too.
4. Discussion
When filler is added to a polymer with the specific idea of reinforcement, it is expected that the reinforcing filler component which is strong and stiff should bear most of the load or stress applied to the system while the polymer which is of low strength, fairly tough and extensible should effectively transmit the load to the filler. Maximum reinforcement benefits would be achieved from fillers when conditions occur in accordance with this concept. In order that the load transfer takes place effectively, the matrix must have sufficiently high cohesive and interfacial shear strength. Thus, apart from the filler and the polymer, it is the inevitable region between them, namely, the interphase which plays a vital role in the fabrication and subsequent behavior of the filled polymer systems in service. The interphase is that region separating the filler from the polymer and comprises the area in the vicinity of the interface. It would be synonymous with the words “interfacial region” but different from the term “interface” which would be the contacting surface where two materials under consideration meet. Good mechanical strength can be achieved only by uniform and efficient stress transfer through a strong interfacial bond between the filler and the polymer. It is important that the bond is uniform on a fine scale rather than unevenly strong in local regions as areas of the filler-polymer interface which are not in contact begin to act as cracks under an applied stress. In the absence of a good interfacial bond, fibrous fillers will pull out of the polymer and result in an annulment of the reinforcing effect [6].
Size of the interphase is proportional to the specific surface area of the filler, which is inversely proportional

Figure 5. Variation of tensile strength ratio with respect to factor Y.
Table 2. Interaction parameters evaluated from various curves.

to the particle size. Mica/PP system exhibits the lowest percentages of voids compared to talc/PP. This might be due to the high aspect ratios, which increases the Wettability of the fillers by the matrix.
Stiffness is one of the basic properties of composites; the aim of incorporation of a second rigid phase to a polymeric matrix is very often to significantly enhance it. Higher filler content subsequently increases the Young’s modulus of the composite system. The rate of increase depends mostly on the type and especially on the anisotropy of the filler. The rigidity restricts stress transfer under sudden shock and reduces impact. The drop in impact strength or brittleness can be associated with the disappearance of the plastic deformation of the polymer matrix.
5. Conclusion
The escalating cost of engineering thermoplastics over the last couple of decades and the awareness of dwindling supply of petrochemicals has created renewed incentives to restrict the quantities of resins used through the addition of fillers to the polymer matrix. So, predicting the behavior of filled systems is a necessity to better understand the composite properties. Interaction between PP and fillers is created by secondary Vander Waals forces which determine both the strength of the interaction and thickness of the interphase. Interaction strength changes in a limited range since PP has very low surface free energy and the polar component of surface tension is very close to zero; whereas fillers have high energy surfaces [1-3].
6. Acknowledgements
Authors gratefully acknowledge the facilities available at the Machino Innovative Research and Application Center (MIRAC), Machino Polymers limited, Gurgaon (HR) India. NS sincerely thanks Santanu dutta for help in interpretation of data.
REFERENCES
- Y. W. Leong, M. B. A. Bakar, Z. A. M. Ishak, A. Ariffin and B. Pukanszky, “Comparison of the Mechanical Properties and Interfacial Interactions between Talc, Kaolin, and Calcium Carbonate Filled Polypropylene Composites,” Journal of Applied Polymer Science, Vol. 91, No. 5, 2004, pp. 3315-3326. doi:10.1002/app.13542
- E. Sancaktar and E. Walker, “Effects of Calcium Carbonate, Talc, Mica, and Glass-Fiber Fillers on the Ultrasonic Weld Strength of Polypropylene,” Journal of Applied Polymer Science, Vol. 94, No. 5, 2004, pp. 1986- 1998. doi:10.1002/app.21102
- F. N. Ahmad, J. Mariatti, P. Samayamutthirian and M. A. K. Azizi, “Effect of Particle Shape of Silica Mineral on the Properties of Epoxy Composites,” Composites Science and Technology, Vol. 68, No. 2, 2008, pp. 346-353. doi:10.1016/j.compscitech.2007.07.015
- G. Wypych, “Handbook of Fillers,” 2nd Edition, Chem Tec, New York, 2000.
- D. H. Roberts, “Chemical Coupling of Polypropylene Systems Containing Non-Glass Fillers,” Uniroyal Chemical Company, Inc., Middlebury, 1999.
- A. V. Shenoy, “Rheology of Filled Polymer Systems,” Kluwer Academic Publishers, Dordrecht, 1999.
- J. Karger-Kocsis, “Polypropylene Structure, Blends and Composites,” Springer, Berlin, 1994.
NOTES
*Corresponding author.